Auf einen Blick
- Dynamisches Wuchten nach ISO 21940-11
- Zweiebenen-Verfahren am Präzisionswuchtstand
- Wuchtgüte G2.5 als üblicher Zielwert
- Messprotokoll mit Restunwucht in g·mm
Warum Spindelwuchten keine Nebensache ist
Unwucht ist bei niedrigen Drehzahlen kaum spürbar. Bei den Drehzahlen, mit denen CNC-Spindeln arbeiten, ist das Bild ein anderes: Die Fliehkraft wächst quadratisch mit der Drehzahl. Was bei 3.000 min⁻¹ vernachlässigbar war, erzeugt bei 18.000 min⁻¹ ein Vielfaches der Kraft.
Die Folgen nicht gewuchteter oder schlecht gewuchteter Spindeln:
- Erhöhte dynamische Lagerbelastung, Lagerfrühausfall
- Vibration übertragen auf Werkzeug und Werkstück: schlechtere Oberflächen, engere Toleranzen nicht mehr erreichbar
- Erhöhter Werkzeugverschleiß
- Lärm- und Schwingungsbelastung der gesamten Maschine
Nach jeder Reparatur oder Überholung mit Demontage der Rotor-Baugruppe ist das Wuchten Pflicht, keine Option. Mehr dazu: Spindel vibriert und Unwucht und Rundlaufprobleme.
Statisches vs. dynamisches Wuchten
Statisches Wuchten
Erfasst die statische Unwucht: die Masseverlagerung des Schwerpunkts gegenüber der Rotationsachse. Reicht für breite, langsame Rotoren. Für Spindeln mit langen, schlanken Rotoren, wie sie in Motorspindeln, Frässpindeln oder Schleifspindeln verbaut sind, nicht ausreichend.
Dynamisches Wuchten
Erfasst sowohl statische Unwucht als auch Unwucht-Moment über zwei Messebenen. Bei CNC-Spindeln Standard. Nur mit dynamischem Wuchten auf einem Präzisionswuchtstand lassen sich die geforderten Wuchtgüten sicher erreichen.
Wuchtgüte nach ISO 21940-11
Für CNC-Spindeln gilt als üblicher Zielwert die Wuchtgüte G2.5. Das bedeutet: Die zulässige Restunwucht ist so bemessen, dass die Umlaufgeschwindigkeit des Massenschwerpunkts 2,5 mm/s nicht überschreitet. Bei hochdrehenden Schleifspindeln oder HF-Spindeln können die Anforderungen strenger sein.
Einebenen- und Zweiebenen-Wuchten
Spindeln werden grundsätzlich im Zweiebenen-Verfahren gewuchtet: Messung und Korrektur an zwei definierten Messebenen, um sowohl statische Unwucht als auch Unwucht-Moment zu eliminieren.
Wann muss eine Spindel gewuchtet werden?
- Nach jeder Reparatur oder Überholung mit Demontage der Rotor-Baugruppe
- Nach Lagertausch
- Nach einem Kollisionsereignis (Crash)
- Bei Vibrations- oder Geräuschzunahme im Betrieb, wenn Unwucht als Ursache in Frage kommt
- Routinemäßig bei Präventivwartung mit Demontage
Unser Wuchtprozess
Zustandserfassung vor dem Wuchten
Messung des Ist-Wuchtzustands, Sichtprüfung auf Anbauteile, beschädigte Flächen oder Rückstände, die den Wuchtzustand beeinflussen. Unwucht durch Verschmutzung oder Beschädigungen muss zuerst beseitigt werden, bevor gewuchtet wird.
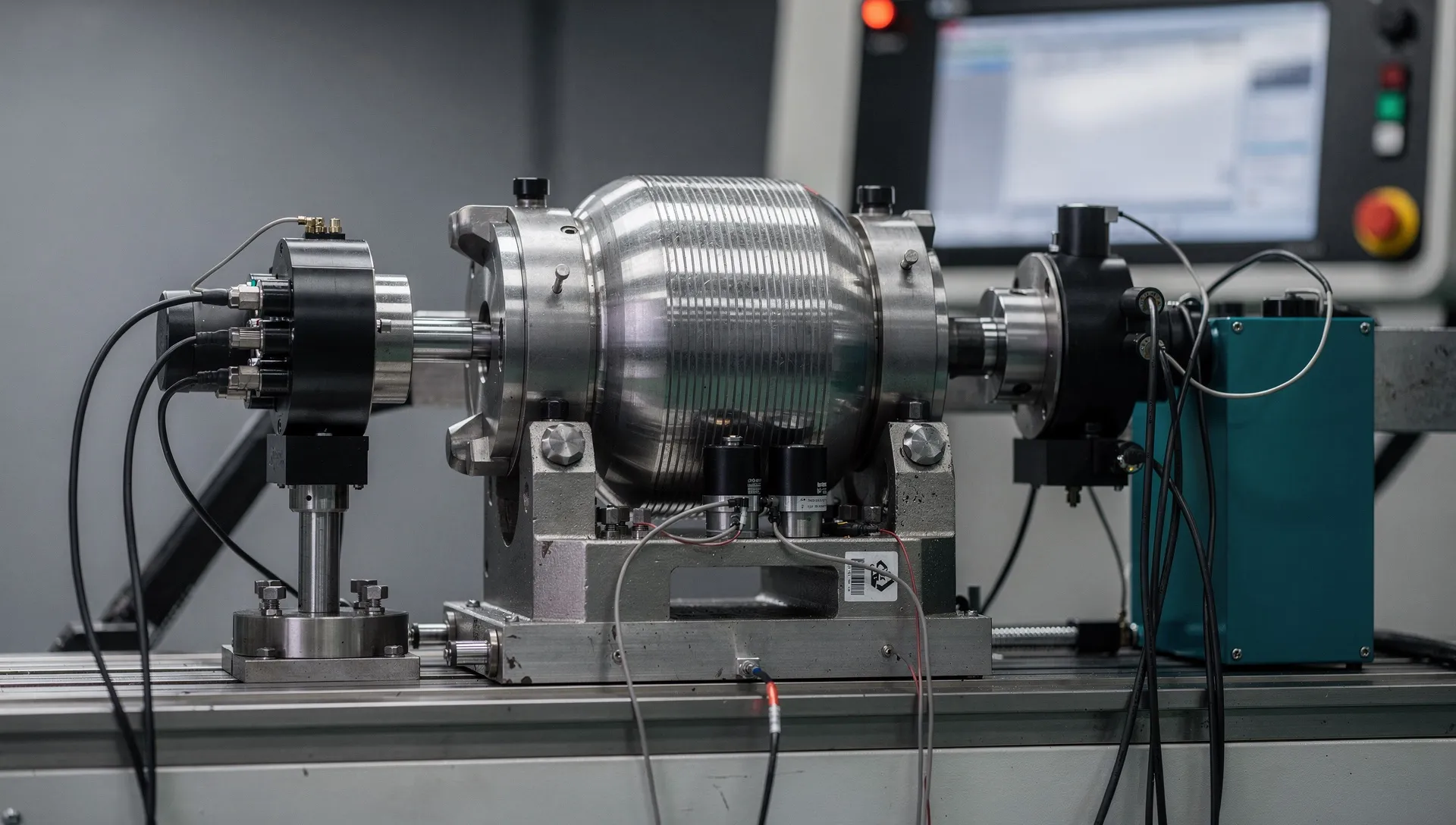
Wuchten am Präzisionswuchtstand
Die Spindel wird bei definierter Drehzahl betrieben. Schwingungssensoren erfassen Restunwucht und Unwucht-Moment in beiden Messebenen. Aus den Messwerten berechnet die Wuchtmaschine die notwendige Korrekturmasse und -position.
Unwucht-Korrektur
Korrektur je nach Spindelkonstruktion: Bohren von Ausgleichsbohrungen oder Anbringen von Ausgleichsgewichten an vorgesehenen Stellen. Die Methode ist konstruktiv vorgegeben.
Abnahmemessung und Protokoll
Nach der Korrektur Kontrollmessung auf Restunwucht. Ergebnis: Messprotokoll mit Wuchtgüte und Restunwucht-Wert in g·mm, dokumentiert und nachvollziehbar.
Welche Spindeln wir wuchten
Wir wuchten alle gängigen CNC-Spindeltypen: Motorspindeln, Frässpindeln, Schleifspindeln, HF-Spindeln, Drehspindeln, herstellerunabhängig und für alle gängigen Drehzahlklassen. Das Wuchten ist fester Bestandteil jeder Spindelreparatur und Spindelüberholung, kann aber auch als Einzelleistung beauftragt werden.
Gewährleistung
Auf das Wuchten und die nachgewiesenen Messwerte gilt die Gewährleistung nach den gesetzlichen Vorgaben.
Kosten und Laufzeit
Das Wuchten als Einzelleistung: Kostenvoranschlag nach Angabe von Spindeltyp und Drehzahl. Im Rahmen einer Reparatur oder Überholung ist das Wuchten Bestandteil des Gesamtangebots.
Anfrage stellen, wir wuchten auf Norm und liefern das Messprotokoll.