Auf einen Blick
- Hybridlager als Standard für sehr hohe Drehzahlen
- Häufig: Lagerverschleiß, Überhitzung, Crash
- Elektrische Diagnose und Frequenzumrichter-Abstimmung
- Feinstwuchten und Abnahme bei Betriebsdrehzahl
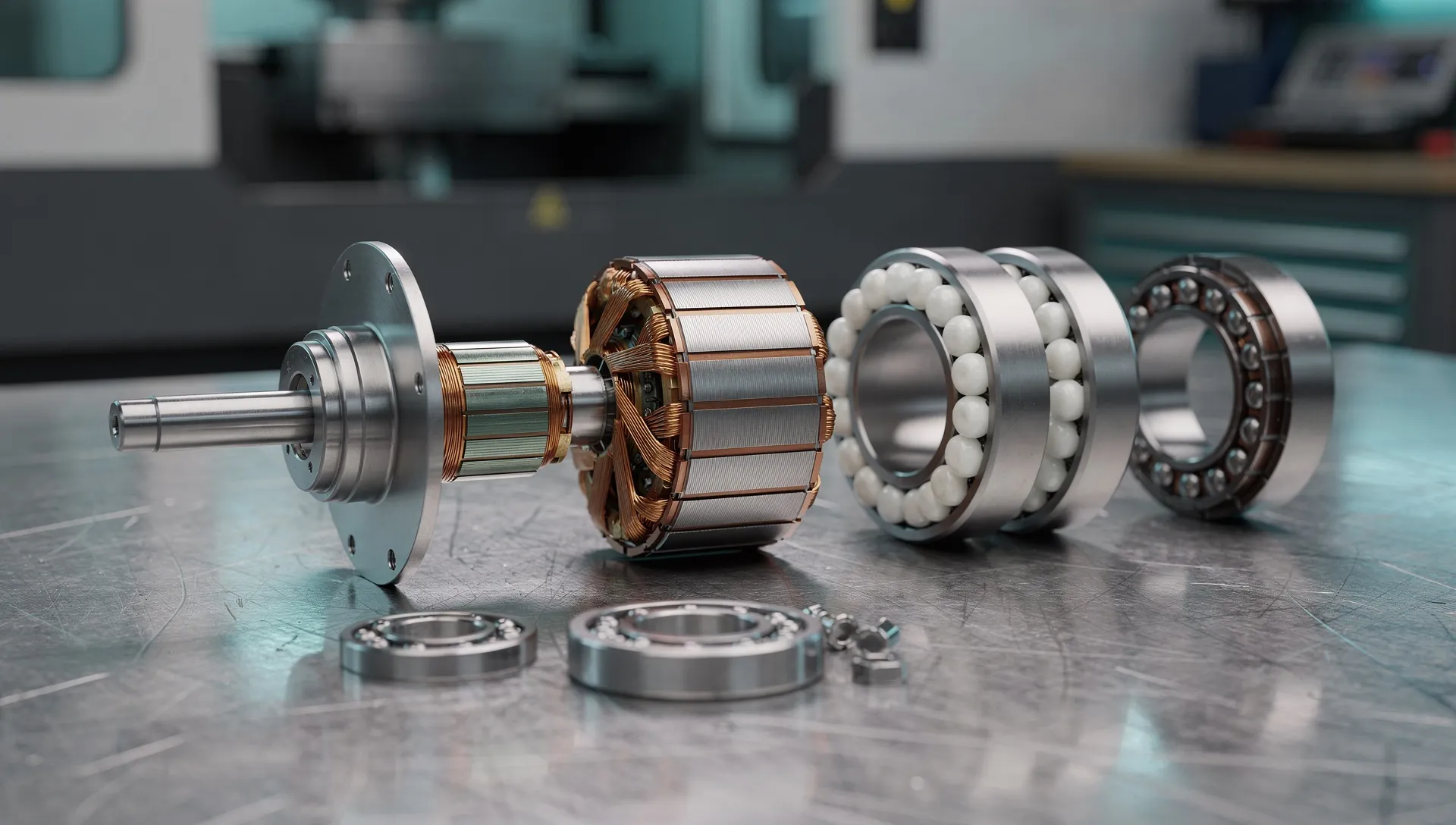
Was ist eine HF-Spindel (Hochfrequenzspindel)?
Eine HF-Spindel ist eine Motorspindel (Elektrospindel), die für sehr hohe Drehzahlen ausgelegt ist. Der Antriebsmotor ist direkt im Spindelgehäuse integriert: Stator im Gehäuse, Rotor auf der Spindelwelle. Betrieben wird sie über einen Frequenzumrichter mit Hochfrequenzausgang, der Drehzahlen weit jenseits der Netzfrequenz-Grenzen ermöglicht.
Typische Betriebsdrehzahlen liegen je nach Bauart zwischen ca. 18.000 und 60.000 min⁻¹, bei besonders kleinen Innenrundschleifspindeln teils noch darüber. Das ist die entscheidende Eigenschaft, aus der sich alle Besonderheiten dieser Spindelart ableiten: Lagerauswahl, Wuchtgüte, Kühlung, Diagnose und Reparatur.
Typische Einsatzbereiche
HF-Spindeln kommen überall dort zum Einsatz, wo hohe Schnittgeschwindigkeiten bei kleinen Werkzeugdurchmessern gefragt sind:
- Holz- und Plattenbearbeitung: CNC-Router, Nesting-Maschinen, Formenfräsen (Aufnahmen typisch: HSK-F63, ER-Spannzange)
- Kunststoff und Composites: Fräsen, Bohren, Gravieren mit hoher Drehzahl und wenig Schnittdruck
- Aluminium-Leichtbau: Hochgeschwindigkeitszerspanung, oft mit HSK-E50 oder ER-Spannsystemen
- Gravieren und Feinbearbeitung: Sehr kleine Werkzeugdurchmesser, hohe Oberflächengüte
- Werkzeug- und Formenbau: Hochfrequenz-Fräsen mit kleinen Kugelfräsern
Technische Besonderheiten von HF-Spindeln
Hybridlager als Standard
Reine Stahllager stoßen bei den Drehzahlen moderner HF-Spindeln an ihre Grenzen. Hybridlager mit Keramikkugeln aus Si₃N₄ (Siliziumnitrid) sind deshalb fast durchgängig Standard: Sie ermöglichen gegenüber Stahllagern bei gleicher Lagergeometrie bis zu ca. 50% höhere Grenzdrehzahlen, erzeugen weniger Wärme durch geringere Massenkräfte und sind elektrisch isolierend (reduziert Stromerosion an Laufbahnen).
Kühlung und Schmierung
HF-Spindeln werden je nach Bauart luft- oder wassergekühlt. Bei kleinen luftgekühlten Ausführungen (typisch: CNC-Router, Gravieren) erfolgt die Lagerschmierung in der Regel mit Dauerfettfüllung (Lebenszeitlager). Größere, wassergekühlte HF-Spindeln können Minimalmengenschmierung (Öl-Luft) nutzen, besonders bei sehr hohen Drehzahlen.
Wuchtgüte und Vibrationssensitivität
Bei 40.000 min⁻¹ erzeugt selbst eine sehr kleine Unwucht erhebliche Fliehkräfte. HF-Spindeln werden auf strengere Wuchtgüte ausgewuchtet als Standard-Frässpindeln, übliche Zielwerte liegen bei G1 oder feiner nach ISO 21940-11. Schon kleine Lagerschäden oder Unwuchten sind bei diesen Drehzahlen sofort an der Bearbeitungsqualität erkennbar.
Frequenzumrichter-Abhängigkeit
Die Reparatur einer HF-Spindel umfasst immer auch die Abstimmung mit dem Frequenzumrichter. Falls elektrische Komponenten (Stator, Temperaturfühler) getauscht wurden, sind die Umrichterparameter zu prüfen und ggf. anzupassen.
Typische Schadensbilder bei HF-Spindeln
Lagerverschleiß und Lagerermüdung
Hybridlager haben eine betriebsabhängige Lebensdauer. Bei sauberem Betrieb, korrekter Kühlung und richtiger Schmierung erreichen sie hohe Stundenzahlen; Überbelastung, Kühlungsausfall oder Kühlmitteleintritt beschleunigen den Verschleiß stark. Symptome: Laufgeräusche (Pfeifen, Rauschen), Temperaturanstieg, Qualitätsverlust am Werkstück.
Überhitzung
Kühlungsprobleme oder Überbelastung (zu hohe Schnittlast, falsche Drehzahl für den Werkzeugdurchmesser) führen zur Überhitzung. Bei HF-Spindeln mit Fettschmierung ist Überhitzung besonders kritisch, da das Schmierfett bei hohen Temperaturen schnell degradiert. Ratgeber: Spindel zu heiß.
Kollisionsschaden
CNC-Router und Holzbearbeitungsmaschinen sind kollisionsgefährdet. Ein Crash kann die Welle verbiegen, Lager beschädigen oder den Rotor schädigen, teils ohne sofortigen Totalausfall der Spindel. Folge ist oft schleichende Verschlechterung der Bearbeitungsqualität.
ER-Spannzangen-Verschleiß
HF-Spindeln in CNC-Routern arbeiten oft mit ER-Spannzangen. Verschlissene Spannzangen oder Spannmuttern führen zu Rundlauffehlern des Werkzeugs, die sich bei 30.000+ min⁻¹ erheblich auf Oberfläche und Standzeit auswirken.
Statorschaden durch elektrische Überlast
Wicklungsschäden am Stator entstehen durch anhaltende Überlast, Kurzschluss oder Kühlmitteleintritt in das Motorinnere. Symptome: Abschaltung durch den Frequenzumrichter, asymmetrische Phasenwiderstände, Überhitzung im Motorbereich.
Reparatur von HF-Spindeln: Was wir leisten
Elektrische und mechanische Volldiagnose
Isolationsmessung der Statorwicklung, Phasenwiderstandsmessung, Temperaturfühler-Prüfung. Mechanisch: Rundlauf, Axialspiel, Lagerspiel, Wellenmessung (auf Geradheit und Rundheit), Geräuschanalyse. Befundbericht mit Kostenvoranschlag vor Beauftragung.
Hybridlager-Tausch
Demontage, Austausch gegen Hybridlager der passenden Klasse (P4/P2 nach ISO 492 / DIN 620) mit Si₃N₄-Keramikkugeln. Einstellung der korrekten Lagervorspannung. Spindellager-Reparatur.
Wuchten auf die geforderte Güte
Dynamisches Feinstwuchten der Rotorbaugruppe. Zielwert G1 oder feiner nach ISO 21940-11, je nach Spindelbauart und Drehzahlklasse. Messung und Dokumentation im Abnahmeprotokoll. Spindel-Wuchten.
Abnahme bei repräsentativer Drehzahl
Statische Prüfung reicht bei HF-Spindeln nicht aus. Rundlauf und Schwingungsanalyse werden nach Warmlauf bei repräsentativer Betriebsdrehzahl durchgeführt. Zielwert Rundlauf <2 µm als üblicher Richtwert, je nach Bauart und Anwendung.
Abnahmeprotokoll
Rundlauf, Axialspiel, Temperaturverlauf beim Warmlauf, Schwingungswerte, Wuchtgüte: alles dokumentiert.
HF-Spindel-Hersteller, die wir reparieren
Wir reparieren HF-Spindeln herstellerunabhängig. Häufige Fabrikate: HSD, Fischer, Jäger, Mechatron und andere. Die Marke ist kein Ausschlusskriterium: entscheidend ist der Schadenstyp und die Verfügbarkeit passender Hybridlager und Ersatzteile.
Verwandte Spindelart: Motorspindel (Elektrospindel).
Anfrage stellen
Teilen Sie uns Hersteller, Drehzahlklasse und Symptome mit. Die Erstberatung ist kostenlos. Dringend? Express und Tauschspindel auf Anfrage. Jetzt Anfrage stellen.